

Freeze-dried foods have become a staple on american shelves as consumers look for snacks that last longer without losing their taste or nutrition. With over 90 percent of pharmaceuticals in the United States relying on advanced preservation techniques like lyophilization, the process behind these lasting goods calls for attention. Understanding how lyophilization works removes the mystery behind those crunchy fruits and shelf-stable medicines, offering insights into how sensitive products keep their quality from factory to pantry.
Table of Contents
- What Is The Lyophilization Process?
- Main Steps In Lyophilization Explained
- Applications Of Lyophilization In Food And Candy
- Key Benefits For Manufacturers And Retailers
- Common Pitfalls And How To Avoid Them
Key Takeaways
| Point | Details |
|---|---|
| Lyophilization Process | This multi-stage process includes freezing, primary drying (sublimation), and secondary drying (desorption) to efficiently remove moisture while preserving product integrity. |
| Applications in Food | Freeze-drying is revolutionizing food preservation, allowing for high-quality products that maintain flavor, structure, and nutritional value. |
| Benefits for Manufacturers | Lyophilization provides economic and quality advantages by extending shelf life, reducing waste, and enhancing product stability for broader distribution. |
| Challenges and Solutions | Careful control of temperature and pressure during the lyophilization process is critical to avoid structural degradation and loss of product quality. |
What Is the Lyophilization Process?
Lyophilization, commonly known as freeze-drying, is a sophisticated preservation technique that transforms how we protect and extend the shelf life of sensitive substances. According to granthaalayahpublication.org, this process involves safely drying heat-sensitive materials through a precise sequence of steps that remove moisture while maintaining the product’s structural integrity.
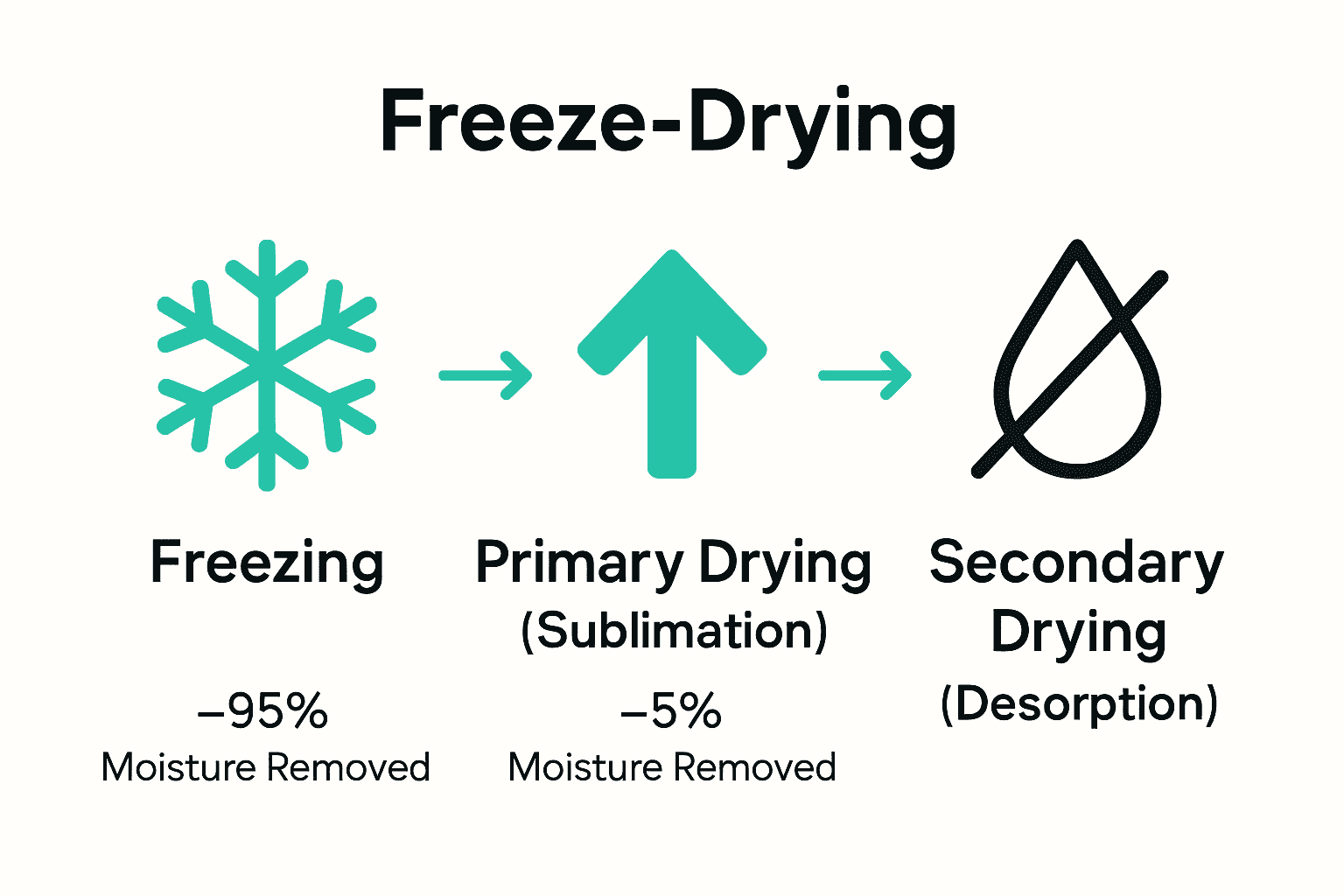
The lyophilization process operates through three critical stages, each designed to gradually remove water content without damaging the underlying material:
-
Freezing Stage: The substance is rapidly cooled to extremely low temperatures, transforming its water content into a solid state.
-
Primary Drying (Sublimation): Under low pressure conditions, frozen water transitions directly from solid to vapor without passing through a liquid state, effectively removing moisture.
-
Secondary Drying (Desorption): Any remaining bound water molecules are carefully removed, ensuring complete moisture elimination.
As detailed by doaj.org, lyophilization is a stabilizing process that results in products with remarkable preservation qualities. This technique is particularly valuable for sensitive materials like pharmaceuticals, vaccines, biological samples, and certain food products that would degrade under traditional drying methods. By maintaining molecular structures and preventing thermal degradation, freeze-drying allows for extended shelf life, easier storage, and simplified transportation of critical substances.
Main Steps in Lyophilization Explained
Lyophilization is a precise multi-stage process that transforms materials through carefully controlled environmental conditions. According to PubMed, the freeze-drying technique involves three fundamental stages designed to systematically remove moisture while preserving the product’s core structural characteristics.
Here are the detailed steps in the lyophilization process:
- Freezing Stage
- Temperature rapidly drops below the material’s freezing point
- Water molecules transform into solid ice crystals
- Prevents damage to molecular structures during subsequent stages
- Primary Drying (Sublimation)
- Pressure is significantly reduced in the drying chamber
- Frozen water transitions directly from solid to vapor
- Low temperature prevents material degradation
- Removes approximately 95% of water content
- Secondary Drying (Desorption)
- Remaining moisture molecules are eliminated
- Temperature slightly increases
- Removes bound water molecules at molecular level
- Ensures complete desiccation of the product
Research from PubMed emphasizes that each stage is critical for maintaining the physical properties and ultimate quality of the final product.
 By meticulously controlling temperature, pressure, and duration, lyophilization creates stable, long-lasting materials with minimal structural compromise.
By meticulously controlling temperature, pressure, and duration, lyophilization creates stable, long-lasting materials with minimal structural compromise.
Applications of Lyophilization in Food and Candy
Lyophilization has revolutionized the food industry, offering unprecedented preservation capabilities for a wide range of products. According to PubMed, this innovative technique allows manufacturers to create high-quality food items that maintain their original structure, color, and critical nutritional values.
In the world of confectionery and snacks, freeze-drying has emerged as a game-changing preservation method. Doaj.org highlights that lyophilization is particularly effective for preserving perishable food items without compromising their taste or nutritional content.
Key Food and Candy Applications
Freeze-Dried Food Products:
- Instant coffee
- Dried fruits and vegetables
- Ready-to-eat meals
- Herbs and spices
- Nutritional supplements
Candy and Confectionery Applications:
- Fruit-based candies
- Chocolate-based treats
- Marshmallow transformations
- Gummy candy preservation
- Unique texture modifications
The freeze-drying process creates remarkable transformations in food products. Candies develop crisp, airy textures while maintaining their original flavor profiles. Fruits become lightweight, crunchy snacks that retain nearly 100% of their original nutritional content. For manufacturers and consumers alike, lyophilization represents a breakthrough in food preservation technology.

For those interested in exploring more about this fascinating process, check out our complete guide to freeze-dried candies that delves deeper into the world of lyophilization.
Key Benefits for Manufacturers and Retailers
Lyophilization offers a transformative solution for manufacturers seeking to optimize product quality and distribution strategies. According to granthaalayahpublication.org, this innovative preservation technique provides manufacturers with the significant advantage of creating stable, long-shelf-life products that can be reconstituted precisely at the point of use.
Primary Advantages for Business Operations
Economic Benefits:
- Reduced storage costs
- Minimized transportation expenses
- Extended product shelf life
- Lower waste management expenditures
- Enhanced product portability
Quality Preservation Advantages:
- Maintains original product characteristics
- Prevents nutritional degradation
- Preserves flavor profiles
- Eliminates moisture-related deterioration
- Supports broader distribution networks
Doaj.org emphasizes that lyophilization enables manufacturers and retailers to significantly enhance product stability, creating opportunities for broader market distribution while dramatically reducing potential waste.
For businesses looking to streamline their private label strategies, understanding these preservation techniques becomes crucial. Learn more about optimizing your product offerings in our guide to private labeling, which complements these advanced preservation methods.
Common Pitfalls and How to Avoid Them
Lyophilization, while incredibly powerful, presents several technical challenges that can compromise product quality if not carefully managed. According to PubMed, manufacturers must be vigilant about potential product shrinkage and structural collapse during the drying process, which can fundamentally undermine the entire preservation effort.
Critical Lyophilization Challenges
Primary Pitfalls:
- Product structural degradation
- Unexpected texture changes
- Uneven moisture removal
- Potential nutritional value loss
- Compromised flavor profiles
Prevention Strategies:
- Precise temperature control
- Optimized freezing parameters
- Careful pressure management
- Advanced monitoring techniques
- Regular process calibration
Research from PubMed highlights that structural changes and texture loss are often direct consequences of improper processing conditions. The key to success lies in meticulously controlling freezing rates and maintaining precise drying temperatures throughout the lyophilization cycle.
For manufacturers looking to refine their private label strategies and minimize production risks, understanding these nuanced preservation techniques is crucial. Consider exploring our guide to private labeling to develop more robust product development approaches.
Elevate Your Freeze-Dried Products with Expert Lyophilization Solutions
Understanding the critical steps and challenges of the lyophilization process is essential for creating superior freeze-dried foods and candies that retain their quality, flavor, and texture. If you seek to overcome common issues like product shrinkage, uneven moisture removal, and texture loss while ensuring your items have extended shelf life and exceptional stability, our expertise can help transform your vision into reality.
Partner with a trusted freeze dried candy manufacturer and distributor in Canada who not only masters the lyophilization process but also offers comprehensive services including private labeling, co-packing, and professional packaging solutions. Visit Space Man today to discover how to bring your freeze-dried creations to market with confidence. Learn more about how to optimize your product development and grow your brand by exploring our detailed private labeling options. Take the next step now and secure your competitive edge with innovative freeze-dried products that stand out in the market.
Frequently Asked Questions
What is the lyophilization process?
Lyophilization, or freeze-drying, is a preservation technique that removes moisture from heat-sensitive materials while maintaining their structural integrity through a three-stage process: freezing, primary drying (sublimation), and secondary drying (desorption).
What are the main applications of lyophilization?
Lyophilization is widely used in the food industry for products like instant coffee, dried fruits, and ready-to-eat meals. It is also critical in preserving pharmaceuticals, vaccines, and biological samples for extended shelf life without compromising quality.
How does lyophilization benefit manufacturers and retailers?
Lyophilization helps manufacturers create products with a long shelf life, reducing storage and transportation costs. It preserves the original characteristics of food and supplements, preventing nutritional degradation and minimizing waste.
What are the common challenges associated with lyophilization?
Common challenges include product structural degradation, uneven moisture removal, and potential loss of flavor and nutritional value. These issues can be mitigated through precise temperature control, optimized freezing parameters, and careful pressure management.