

Most American manufacturers underestimate how much lyophilization can shape their products, yet this precision-driven freeze-drying process serves far more than just pharmaceuticals. In fact, over 80 percent of industrial labs now rely on lyophilization to maintain active ingredient stability and unlock new possibilities in food and candy production. This article clears up long-held myths about lyophilization, revealing how tailored strategies and scientific expertise can safeguard quality while meeting the demands of modern American markets.
Table of Contents
- Lyophilization Defined and Common Misconceptions
- Key Steps in the Lyophilization Process
- Types of Lyophilization Used in Food
- Benefits for Candy Manufacturers and Retailers
- Risks, Costs, and Quality Considerations
Key Takeaways
| Point | Details |
|---|---|
| Lyophilization Process | The lyophilization process involves three critical stages: freezing, primary drying (sublimation), and secondary drying (desorption), requiring precise control for maintaining product integrity. |
| Product Quality Retention | Proper formulation and strategic preservation techniques can ensure that substances retain their essential characteristics through the freezing process. |
| Cost Considerations | Investment in industrial lyophilization systems can be substantial, necessitating careful analysis of production volumes and market demand to justify costs. |
| Quality Control Measures | Rigorous testing and monitoring are essential to mitigate risks associated with flavor degradation and structural changes in the final product. |
Lyophilization Defined and Common Misconceptions
Freeze drying, or lyophilization, represents a sophisticated preservation technique that transforms liquid substances into stable, powdered forms through a complex scientific process. Unlike common assumptions, this method isn’t just about removing water - it’s a precision engineering approach to maintaining product integrity across various industries, from pharmaceuticals to food production.
Contrary to popular belief, lyophilization doesn’t automatically compromise product quality. Researchers have demonstrated that with proper formulation, substances like enzymes can retain their fundamental characteristics and functionality. The key lies in understanding buffer compositions and implementing strategic preservation protocols that protect molecular structures during the freeze-drying process.
The lyophilization process involves three critical stages: freezing, primary drying (sublimation), and secondary drying (desorption). Each stage requires meticulous control to ensure product stability. Manufacturers often misunderstand that lyophilization isn’t a one-size-fits-all procedure but a nuanced technique demanding specific parameters tailored to individual product compositions. Temperature, pressure, and humidity must be precisely managed to prevent structural degradation and maintain the intended molecular characteristics.
Pro Tip: Always consult specialized lyophilization experts who can assess your specific product requirements and design a customized freeze-drying protocol that maximizes preservation and quality retention.
Key Steps in the Lyophilization Process
Lyophilization transforms liquid substances into stable, powdered forms through a meticulously designed multi-stage process. Scientific research has mapped out a comprehensive approach that ensures product integrity while effectively removing moisture through precise environmental controls.
The lyophilization journey unfolds across four critical stages, each demanding exceptional precision. First, the freezing stage rapidly drops temperatures, transforming the product’s liquid components into solid crystalline structures. During this phase, molecular movement essentially halts, preparing the substance for subsequent moisture extraction. The freezing temperature must be carefully selected to prevent potential structural damage while creating optimal conditions for water removal.
Following freezing, the process enters primary drying (sublimation), where pressure dramatically reduces and controlled heat is applied. This stage converts frozen water directly from solid to vapor without passing through a liquid state - a phenomenon known as sublimation. Manufacturers must meticulously manage temperature and pressure to ensure complete water removal without compromising the product’s fundamental molecular structure. The final secondary drying stage removes residual bound moisture, further stabilizing the product and preventing potential degradation.

Pro Tip: Monitor equipment calibration regularly to maintain the precise temperature and pressure parameters essential for successful lyophilization, as even minor deviations can significantly impact product quality.
Types of Lyophilization Used in Food
Freeze-drying has revolutionized food preservation techniques, offering manufacturers a sophisticated method to extend product shelf life while maintaining exceptional quality. Extensive research in food preservation demonstrates how lyophilization transforms diverse food products by removing moisture without compromising their fundamental nutritional and sensory characteristics.
The food industry employs several specialized lyophilization approaches tailored to specific product requirements. Batch lyophilization represents the most traditional method, where individual trays of product are processed simultaneously in large chamber systems. This technique works exceptionally well for fruits, vegetables, and herbs, allowing manufacturers to preserve seasonal produce with minimal structural degradation. Tray lyophilization proves particularly effective for items with consistent thickness and uniform moisture content, ensuring predictable and reliable dehydration results.
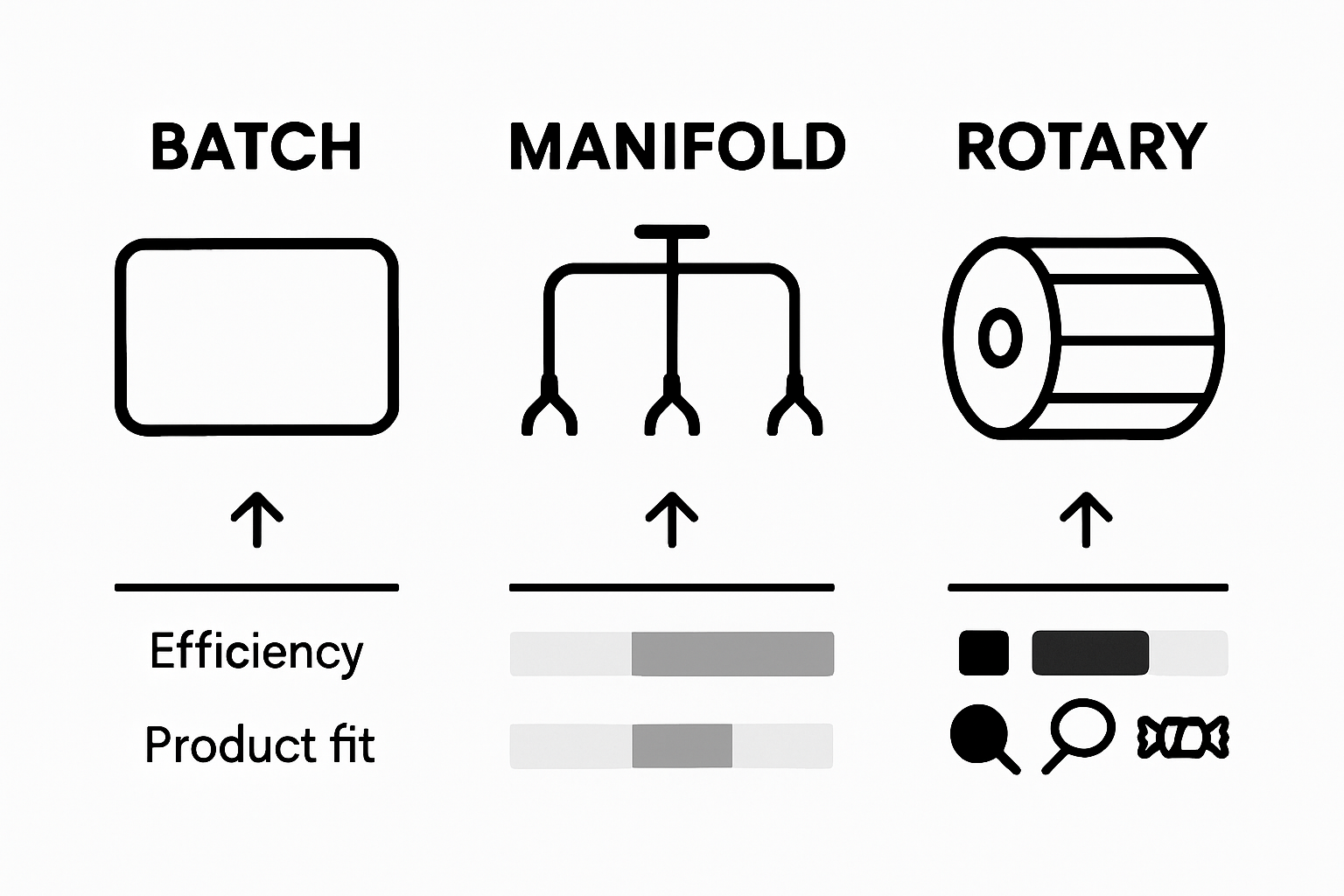
More advanced techniques include manifold lyophilization and rotary lyophilization, which offer increased efficiency for complex food products. Manifold systems enable simultaneous processing of multiple smaller batches, ideal for specialty food manufacturers dealing with limited production volumes. Rotary lyophilization, by contrast, utilizes rotating mechanisms to distribute heat and promote more uniform moisture extraction, making it perfect for liquid-based food items like coffee, tea extracts, and complex culinary preparations that require precision drying.
Here’s a summary comparing key types of lyophilization used in food manufacturing:
| Method | Typical Applications | Efficiency Level | Product Suitability |
|---|---|---|---|
| Batch Lyophilization | Fruits, vegetables, herbs | Moderate | Best for bulk solid foods |
| Tray Lyophilization | Uniform thickness products | High | Ideal for items with even moisture |
| Manifold Lyophilization | Specialty small-batch foods | Variable | Suitable for limited runs |
| Rotary Lyophilization | Liquid or extract-based products | High | Suits liquids, pastes, extracts |
Pro Tip: Always conduct preliminary moisture content testing before selecting a specific lyophilization method, as each food product’s unique composition demands a tailored approach to achieve optimal preservation results.
Benefits for Candy Manufacturers and Retailers
Lyophilization represents a transformative technology for the candy industry, offering manufacturers unprecedented opportunities to innovate and expand their product lines. Research into food preservation techniques reveals how freeze-drying maintains the structural integrity and sensory qualities of confectionery products, providing a competitive edge in a demanding market.
For candy manufacturers, lyophilization unlocks multiple strategic advantages. The process dramatically extends product shelf life, reducing waste and enabling distribution across broader geographic regions. Freeze-dried candies retain their original flavor profiles, color, and nutritional content with minimal degradation, allowing producers to create premium products that stand out in a crowded marketplace. Additionally, the lightweight nature of lyophilized candies reduces shipping costs and enables innovative packaging solutions that were previously impossible with traditional preservation methods.
Retailers benefit equally from the lyophilization revolution. Freeze-dried candies offer extended display times, reduced spoilage risks, and increased profit margins. The unique texture and concentrated flavor profiles attract consumer curiosity, driving impulse purchases and creating opportunities for premium pricing. Specialty and gourmet retailers can leverage these products to differentiate themselves, offering consumers novel taste experiences that traditional candies cannot match. The versatility of lyophilized candies also enables creative cross-marketing strategies, appealing to health-conscious consumers seeking innovative snack alternatives.
Pro Tip: Conduct consumer taste tests and gather feedback during product development to fine-tune lyophilization parameters and ensure your freeze-dried candy meets market expectations for flavor, texture, and overall sensory experience.
Risks, Costs, and Quality Considerations
Lyophilization represents a sophisticated yet complex preservation technique that demands rigorous technical expertise and significant financial investment. Precise control mechanisms are critical to mitigating potential risks and ensuring consistent product quality throughout the freeze-drying process.
The primary financial considerations for candy manufacturers involve substantial upfront equipment costs. Industrial lyophilization systems can range from $50,000 to $500,000, depending on capacity and technological sophistication. Operational expenses include energy consumption, specialized maintenance, and the potential for product loss during experimental phases. Manufacturers must carefully evaluate their production volumes and market demand to justify these significant capital investments. Technical risks include potential product collapse, uneven moisture removal, and flavor degradation if temperature and pressure parameters are not meticulously maintained.
Quality control represents another crucial dimension of the lyophilization process. Manufacturers must implement rigorous testing protocols to ensure product consistency, structural integrity, and sensory characteristics. Potential quality risks include texture alterations, flavor concentration variations, and microscopic structural changes that could compromise the final product’s appeal. Advanced monitoring technologies and skilled technicians are essential to detect and mitigate these subtle yet potentially significant quality variations. Successful implementation requires a combination of scientific precision, technological investment, and continuous quality assessment.
This table highlights main risks, costs, and mitigation strategies for lyophilization in candy manufacturing:
| Challenge | Root Cause | Impact | Mitigation Strategy |
|---|---|---|---|
| Equipment Cost | High-tech system investment | Large upfront expense | Careful volume and demand analysis |
| Product Collapse | Incorrect temperature/pressure | Structural product loss | Strict process parameter control |
| Quality Variation | Inadequate moisture removal | Texture or flavor change | Multi-stage batch testing |
| Operational Expense | Energy and maintenance needs | Ongoing higher costs | Invest in efficient technologies |
Pro Tip: Develop a comprehensive validation protocol that includes multiple testing stages, documenting each batch’s moisture content, structural composition, and sensory attributes to establish a reliable quality baseline for your freeze-dried candy production.
Unlock the Full Potential of Lyophilization for Your Freeze-Dried Candy
The detailed science behind lyophilization reveals both the incredible benefits and unique challenges candy manufacturers face when creating premium freeze-dried products. Complex factors like precise temperature control, moisture removal, and quality preservation demand expert handling to avoid product collapse or flavor loss. If you want to harness the power of lyophilization without the guesswork, partnering with an experienced freeze dried candy manufacturer can transform your vision into reality.
Discover how Space Man, a leading Canadian freeze dried candy manufacturer and distributor, can streamline your product development with tailored lyophilization processes and strategic packaging options. Whether you need private labeling, expert co-packing, or flexible bagging and packaging services, we provide technical expertise and cutting-edge equipment to ensure your candy retains its exceptional flavor and shelf life. Act now to take advantage of a partnership built on scientific precision and market-ready solutions. Learn more about our services at freeze dried candy solutions and start your freeze-dried candy journey with confidence today.
Frequently Asked Questions
How does the lyophilization process work in freeze-dried candy?
Lyophilization, or freeze drying, consists of three main stages: freezing, primary drying (sublimation), and secondary drying (desorption). In the freezing stage, temperatures drop rapidly to freeze the liquid. Primary drying converts the frozen water into vapor without passing through a liquid state, while secondary drying removes any residual moisture, stabilizing the product.
What are the benefits of using lyophilization for candy manufacturing?
Lyophilization extends the shelf life of candy, reduces waste, and maintains flavor, color, and nutritional content. This method also allows for lightweight products, which can decrease shipping costs and enable innovative packaging options.
What types of lyophilization methods are used in candy production?
Common methods include batch lyophilization, tray lyophilization, manifold lyophilization, and rotary lyophilization. Each method is chosen based on the thickness, moisture content, and specific requirements of the candy product.
What risks and costs are associated with lyophilization in candy production?
The main risks include high equipment costs, potential product collapse, and quality variations due to inadequate moisture removal. A substantial investment is required for industrial lyophilization systems, with ongoing operational expenses needing to be considered as well.